咨詢服務熱線 0710-7869688




News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
 安耐捷涂料系列
安耐捷涂料系列
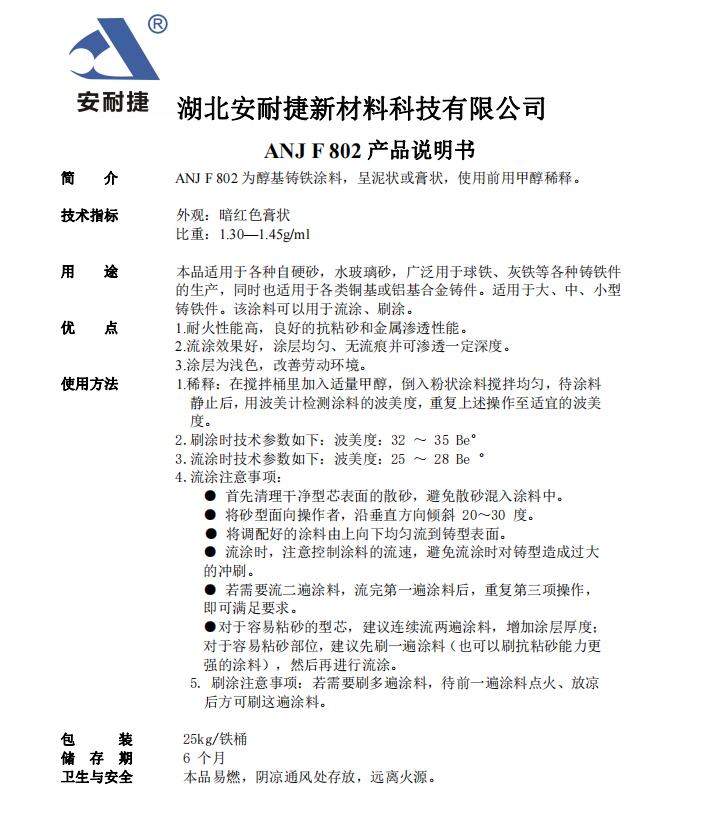 成人毛片18女人毛片免費:產品說明ANJ F 802
成人毛片18女人毛片免費:產品說明ANJ F 802
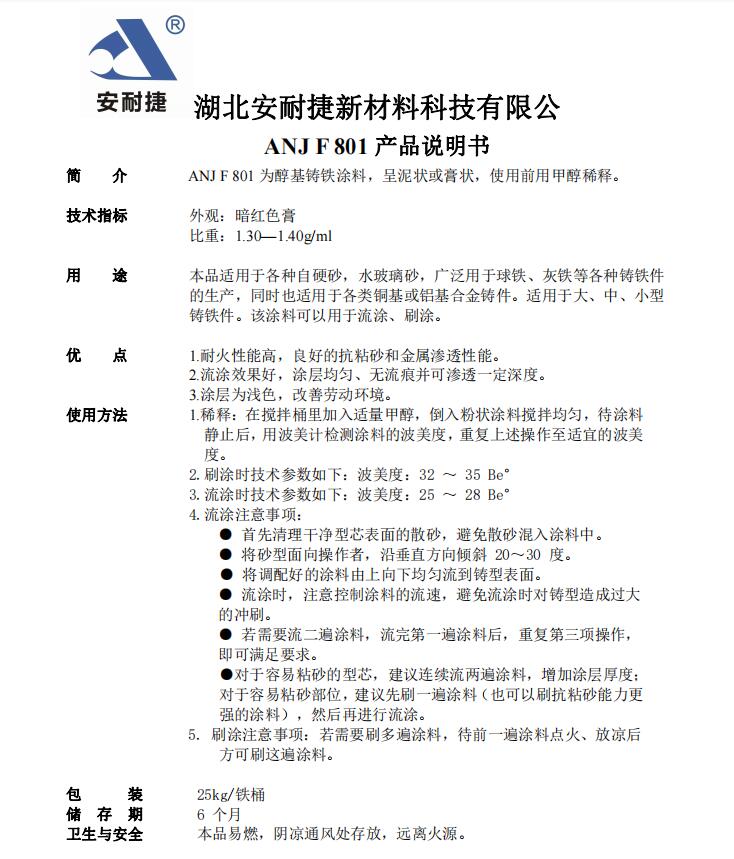 成人毛片18女人毛片免費:產品說明ANJ F 801
成人毛片18女人毛片免費:產品說明ANJ F 801
 成人毛片18女人毛片免費:ANJ產品說明書330
成人毛片18女人毛片免費:ANJ產品說明書330
 成人毛片18女人毛片免費:ANJ產品說明書320
成人毛片18女人毛片免費:ANJ產品說明書320
 成人毛片18女人毛片免費:ANJ產品說明書310
成人毛片18女人毛片免費:ANJ產品說明書310
 成人毛片18女人毛片免費:ANJ產品說明書300
成人毛片18女人毛片免費:ANJ產品說明書300
 成人毛片18女人毛片免費:ANJ產品說明書130
成人毛片18女人毛片免費:ANJ產品說明書130
 成人毛片18女人毛片免費:ANJ產品說明書120
成人毛片18女人毛片免費:ANJ產品說明書120
 成人毛片18女人毛片免費:ANJ產品說明F 203S
成人毛片18女人毛片免費:ANJ產品說明F 203S
 成人毛片18女人毛片免費:ANJ產品說明802
成人毛片18女人毛片免費:ANJ產品說明802
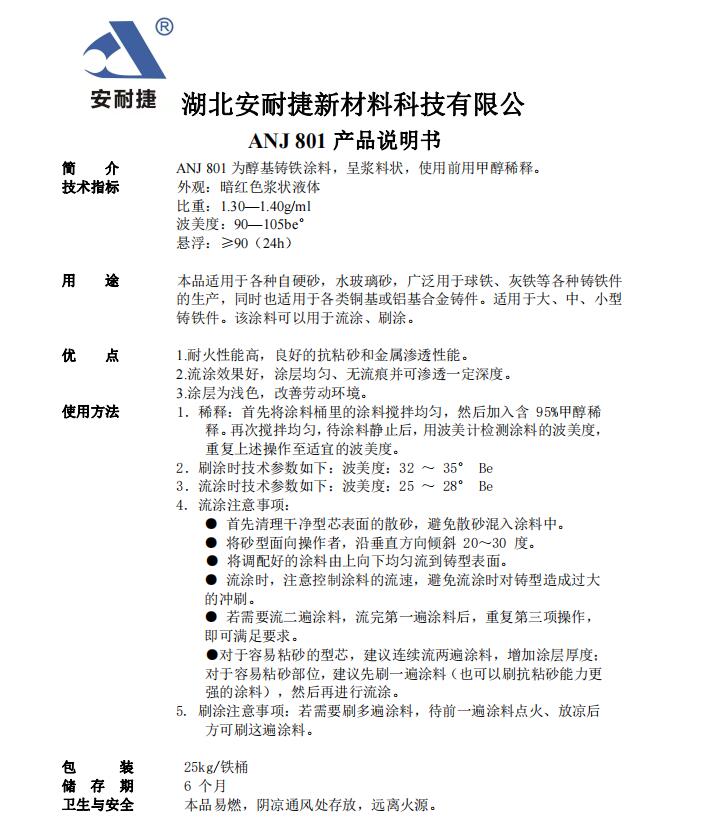 成人毛片18女人毛片免費:ANJ產品說明801
成人毛片18女人毛片免費:ANJ產品說明801
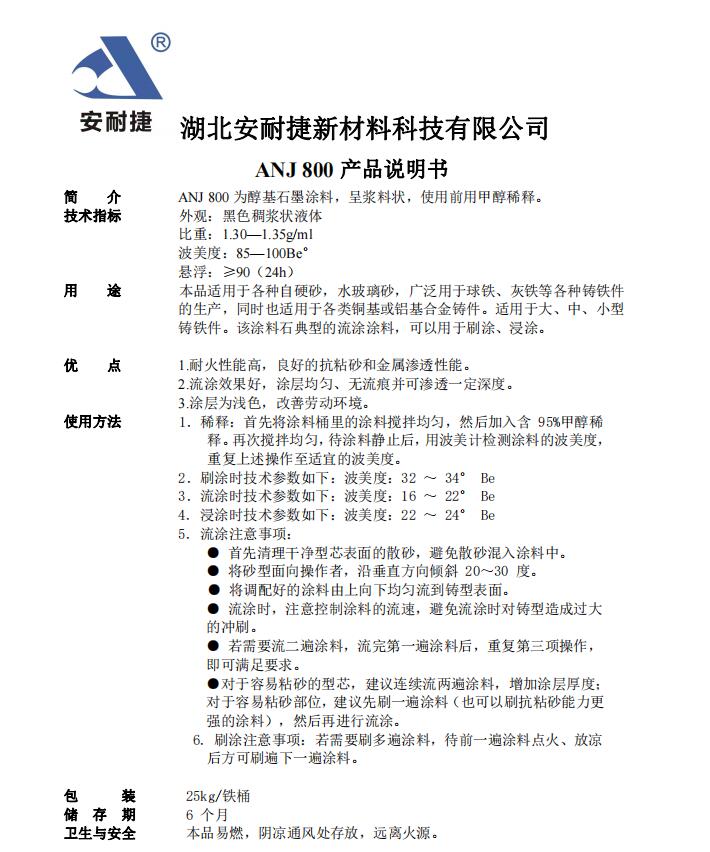 成人毛片18女人毛片免費:ANJ產品說明800
成人毛片18女人毛片免費:ANJ產品說明800
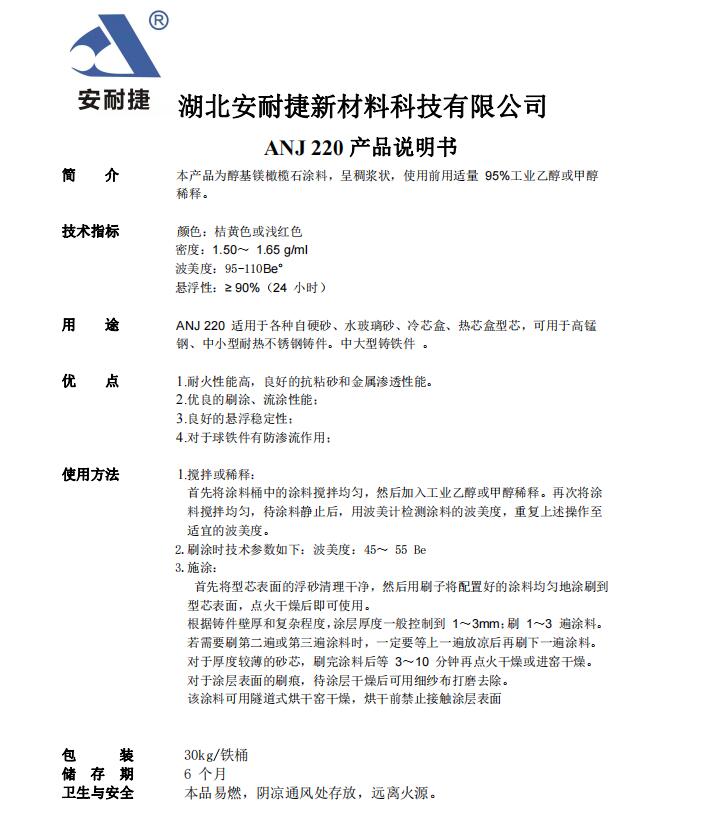 成人毛片18女人毛片免費:ANJ產品說明220
成人毛片18女人毛片免費:ANJ產品說明220
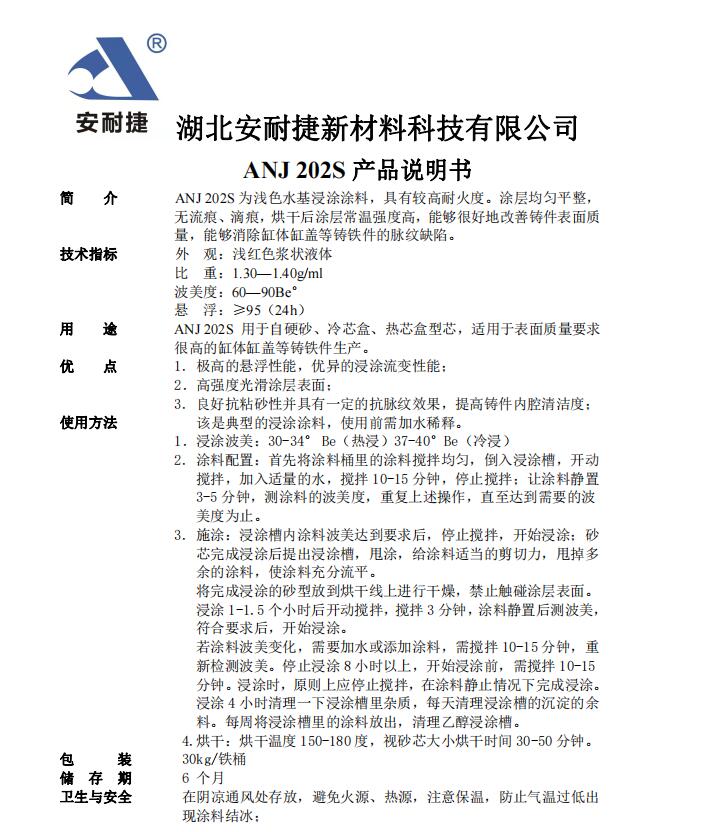 成人毛片18女人毛片免費:ANJ產品說明202S
成人毛片18女人毛片免費:ANJ產品說明202S
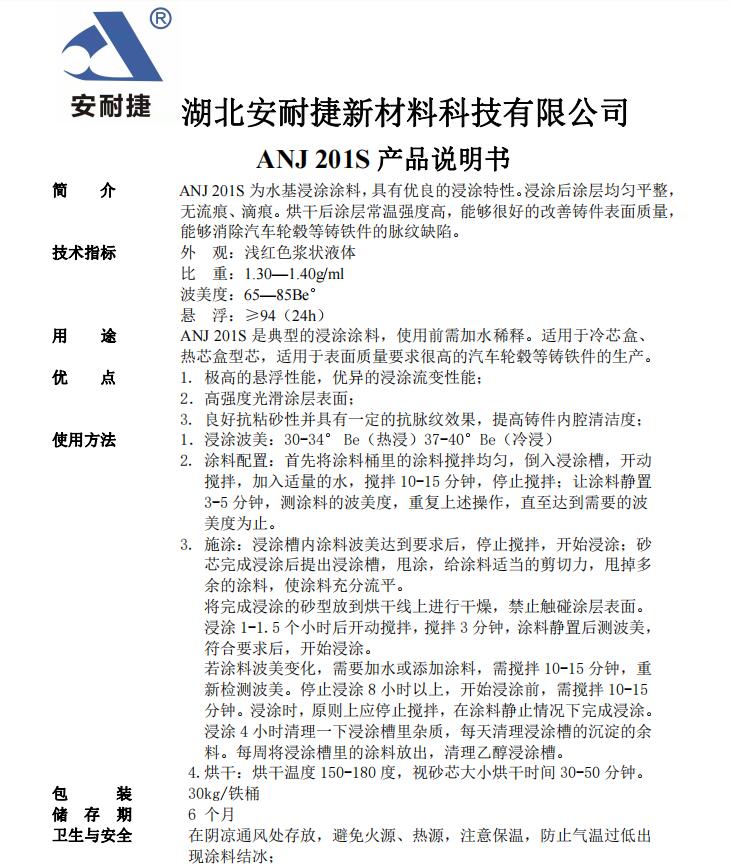 成人毛片18女人毛片免費:ANJ產品說明201S
成人毛片18女人毛片免費:ANJ產品說明201S
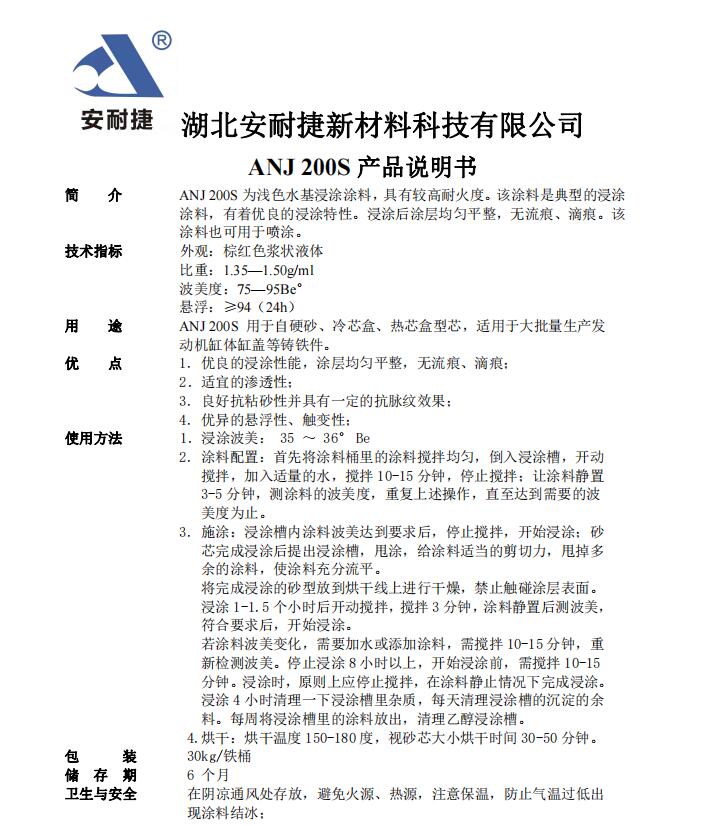 成人毛片18女人毛片免費:ANJ產品說明200S
成人毛片18女人毛片免費:ANJ產品說明200S
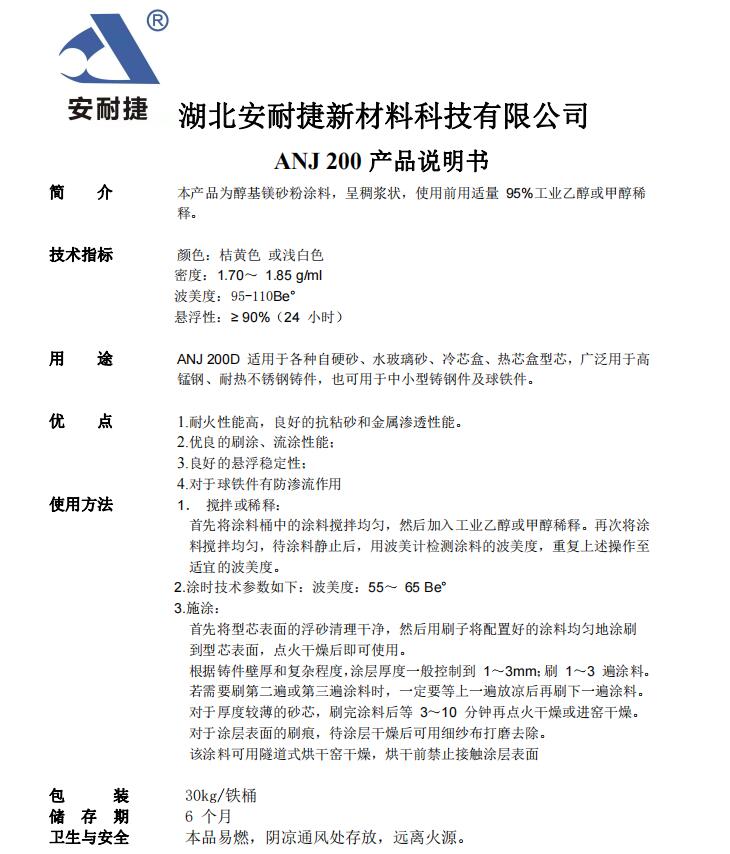 成人毛片18女人毛片免費:ANJ產品說明200
成人毛片18女人毛片免費:ANJ產品說明200
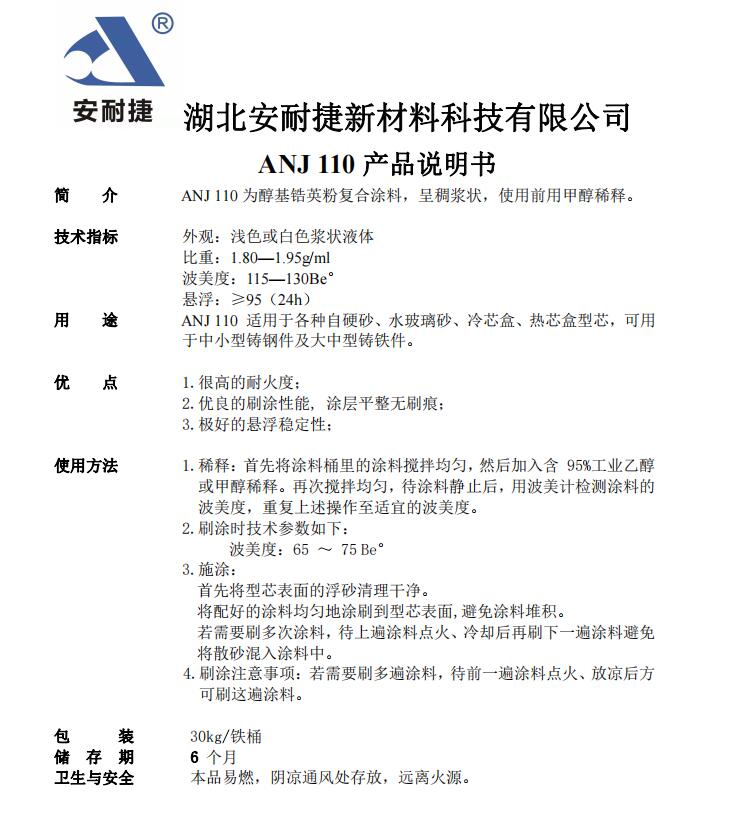 成人毛片18女人毛片免費:ANJ產品說明110
成人毛片18女人毛片免費:ANJ產品說明110
 成人毛片18女人毛片免費:ANJ產品說明101S
成人毛片18女人毛片免費:ANJ產品說明101S
 成人毛片18女人毛片免費:ANJ產品說明100S
成人毛片18女人毛片免費:ANJ產品說明100S
 成人毛片18女人毛片免費:ANJ產品說明100
成人毛片18女人毛片免費:ANJ產品說明100
 成人毛片18女人毛片免費:安耐捷F-200G高發熱冒口產品說明
成人毛片18女人毛片免費:安耐捷F-200G高發熱冒口產品說明
 成人毛片18女人毛片免費:ANJF-909發熱冒口覆蓋劑說明書
成人毛片18女人毛片免費:ANJF-909發熱冒口覆蓋劑說明書
 成人毛片18女人毛片免費:ANJF-400D冒口說明書
成人毛片18女人毛片免費:ANJF-400D冒口說明書
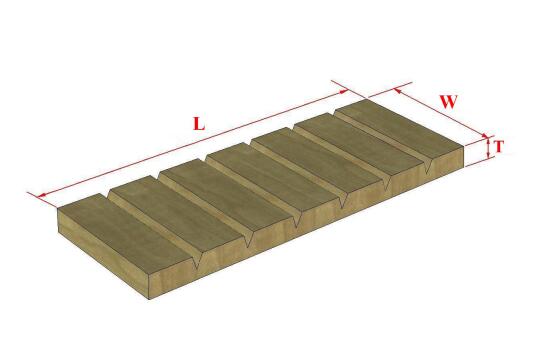 成人毛片18女人毛片免費:ANJF-300B發熱保溫板
成人毛片18女人毛片免費:ANJF-300B發熱保溫板
 成人毛片18女人毛片免費:ANJF-200X說明書
成人毛片18女人毛片免費:ANJF-200X說明書
 成人毛片18女人毛片免費:ANJF-100B冒口說明書
成人毛片18女人毛片免費:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
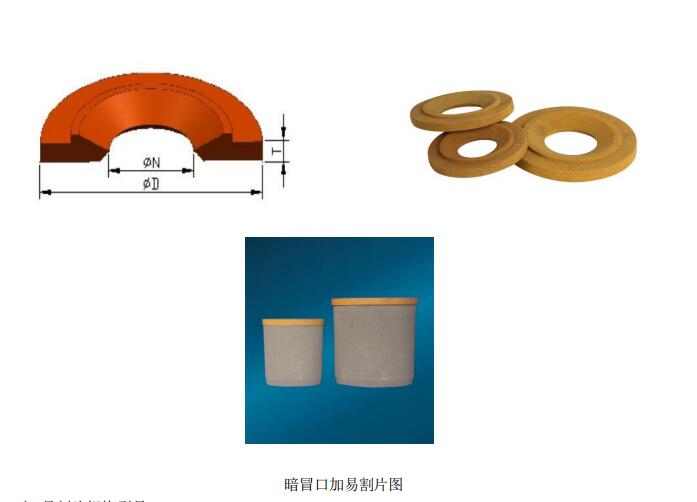 成人毛片18女人毛片免費:安耐捷F-EGP系列冒口易割片
成人毛片18女人毛片免費:安耐捷F-EGP系列冒口易割片
 成人毛片18女人毛片免費:鑄造用ANJ-F系列高效發熱冒口應用技術
成人毛片18女人毛片免費:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 成人毛片18女人毛片免費:廣東煉鋼電爐爐料如何選擇
成人毛片18女人毛片免費:廣東煉鋼電爐爐料如何選擇
 成人毛片18女人毛片免費:湖北武漢襄陽耐火材料
成人毛片18女人毛片免費:湖北武漢襄陽耐火材料
 成人毛片18女人毛片免費:溫州打爐料坩堝解決方案
成人毛片18女人毛片免費:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 成人毛片18女人毛片免費:酸性爐襯材料F系列
成人毛片18女人毛片免費:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 成人毛片18女人毛片免費:酸性爐襯材料A系列
成人毛片18女人毛片免費:酸性爐襯材料A系列
 成人毛片18女人毛片免費:酸性爐襯材料R系列
成人毛片18女人毛片免費:酸性爐襯材料R系列
 成人毛片18女人毛片免費:酸性爐襯材料G系列
成人毛片18女人毛片免費:酸性爐襯材料G系列
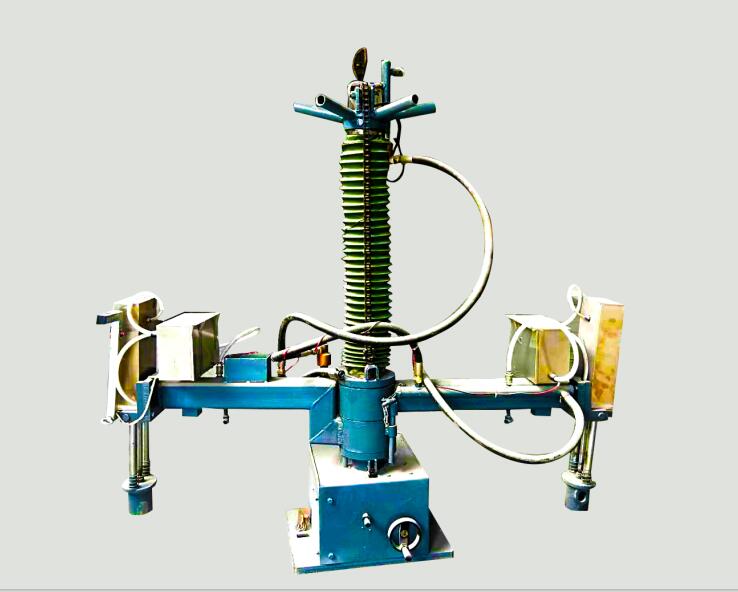 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 成人毛片18女人毛片免費:酸性爐襯材料2系列
成人毛片18女人毛片免費:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 成人毛片18女人毛片免費:酸性爐襯材料3系列
成人毛片18女人毛片免費:酸性爐襯材料3系列
 成人毛片18女人毛片免費:酸性爐襯材料D系列
成人毛片18女人毛片免費:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 成人毛片18女人毛片免費:中性爐襯材料烤爐工藝
成人毛片18女人毛片免費:中性爐襯材料烤爐工藝
 成人毛片18女人毛片免費:中性爐襯材料烘爐工藝
成人毛片18女人毛片免費:中性爐襯材料烘爐工藝
 成人毛片18女人毛片免費:60噸中頻電爐工藝
成人毛片18女人毛片免費:60噸中頻電爐工藝
 成人毛片18女人毛片免費:45噸爐氣動筑爐烘爐工藝
成人毛片18女人毛片免費:45噸爐氣動筑爐烘爐工藝
 成人毛片18女人毛片免費:40噸爐氣動筑爐烘爐工藝
成人毛片18女人毛片免費:40噸爐氣動筑爐烘爐工藝
 成人毛片18女人毛片免費:10-15噸中頻爐氣動筑爐烘爐及維護工藝
成人毛片18女人毛片免費:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 成人毛片18女人毛片免費:5噸中性料施工工藝
成人毛片18女人毛片免費:5噸中性料施工工藝
 成人毛片18女人毛片免費:3噸中性料施工工藝
成人毛片18女人毛片免費:3噸中性料施工工藝
 成人毛片18女人毛片免費:2噸中性料施工工藝
成人毛片18女人毛片免費:2噸中性料施工工藝
 成人毛片18女人毛片免費:1.5噸中性料施工工藝
成人毛片18女人毛片免費:1.5噸中性料施工工藝
 成人毛片18女人毛片免費:0.75噸中性料施工工藝
成人毛片18女人毛片免費:0.75噸中性料施工工藝
 成人毛片18女人毛片免費:中性爐襯材料LFS-983產品介紹
成人毛片18女人毛片免費:中性爐襯材料LFS-983產品介紹
 成人毛片18女人毛片免費:中性爐襯材料LFS-982產品介紹
成人毛片18女人毛片免費:中性爐襯材料LFS-982產品介紹
 成人毛片18女人毛片免費:中性爐襯材料LFS-885CR產品介紹
成人毛片18女人毛片免費:中性爐襯材料LFS-885CR產品介紹
 成人毛片18女人毛片免費:中性爐襯材料LFS-882A產品介紹
成人毛片18女人毛片免費:中性爐襯材料LFS-882A產品介紹
 成人毛片18女人毛片免費:中性爐襯材料C-90產品介紹
成人毛片18女人毛片免費:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 成人毛片18女人毛片免費:中性料C-75熔鋁產品介紹
成人毛片18女人毛片免費:中性料C-75熔鋁產品介紹
 成人毛片18女人毛片免費:8噸酸性料施工工藝
成人毛片18女人毛片免費:8噸酸性料施工工藝
 成人毛片18女人毛片免費:3噸酸性料施工工藝
成人毛片18女人毛片免費:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 成人毛片18女人毛片免費:1噸酸性料施工工藝
成人毛片18女人毛片免費:1噸酸性料施工工藝
 成人毛片18女人毛片免費:0.75噸酸性料施工工藝
成人毛片18女人毛片免費:0.75噸酸性料施工工藝
 成人毛片18女人毛片免費:0.5噸酸性料工藝
成人毛片18女人毛片免費:0.5噸酸性料工藝


坩(gan)堝(guo)的型號規格(ge)較(jiao)(jiao)多,在應用時不受生(sheng)產規模、批量(liang)大小和熔煉(lian)物質品種(zhong)的限(xian)制(zhi),可任意選(xuan)擇,適用性(xing)較(jiao)(jiao)強(qiang),并不和被熔煉(lian)物質發生(sheng)反應為好。下(xia)面由爐襯(chen)材料廠家(jia)為大家(jia)介紹(shao)!
1、坩堝使用初期,燒結(jie)層(ceng)薄,應(ying)盡避免大(da)功(gong)率送(song)電,產生(sheng)過激(ji)的電磁攪拌,使爐襯損傷,通常前48h內不超過t總功(gong)率的60- 80%。
2、加料時。應避免料砸坩堝,使(shi)坩堝受(shou)到傷害(hai)。尤(you)其(qi)是(shi)冷爐后,坩堝的強度極低,嚴禁(jin)機械加大塊(kuai)料。以(yi)防裂紋增大,導致金屬液(ye)滲入可能性增大,造成源爐事故。
3、爐子燒結(jie)完成后,要求操作人員責任心(xin)強,時刻注意檢查爐襯工況,保(bao)持整個系統(tong)處于良好狀態(tai)。
4、中頻爐工作結束后,不管任何原(yuan)因。冷(leng)卻水系統循環12h左右,同時爐膛內溫度低于200C,否則將導致爐襯(chen)及感應線(xian)圈的損(sun)傷甚至(zhi)報廢(fei)。
5、在運行過(guo)程中(zhong)或空爐(lu)時。坩堝(guo)溫(wen)度仍很高。應減少爐(lu)蓋的開啟次數和時間。以減少熱損(sun)失和爐(lu)襯(chen)急冷產生(sheng)裂(lie)蚊。
6、正常(chang)生產(chan)應滿爐(lu),禁止(zhi)半爐(lu)生產(chan)。以免(mian)溫差(cha)過(guo)大(da)產(chan)生裂紋。
7、正常熔化時應邊加料邊熔化,不允許鐵水化清以后再加料。尤其(qi)是廢鐵料加入(ru)f過(guo)大,造成(cheng)鐵水液面(mian)(mian)波動大,鐵水易穿入(ru)液面(mian)(mian)以上未意春的爐襯,引(yin)起意外穿爐。
8、新搗筑的(de)爐襯(chen),應至(zhi)少連續使用3-6爐,有利于形成足夠強度的(de)燒結層。

以上資料由爐襯材料廠(chang)家(jia)提供
9、爐襯冷卻方法
a出完鐵水,立(li)即(ji)投(tou)入碎料若干,使爐襯自(zi)然冷卻。
b鐵水倒(dao)空(kong)、倒(dao)盡自然冷卻。
c鐵水倒(dao)(dao)空、倒(dao)(dao)盡。用(yong)風機(ji)和風管快(kuai)速降(jiang)溫(wen)冷卻。
建議(yi)s按方(fang)法(fa)a進行冷卻。
10.爐(lu)襯應由專人管理
a每(mei)次開(kai)爐前,須有人確認同意(yi)后方可開(kai)爐。
b每熔完爐后(hou),需(xu)有人及時檢查爐襯侵蝕程度(du),判斷爐襯可否繼續(xu)使用,做到及時修(xiu)補。-旦發現(xian)爐況較差; 影響到安(an)全生產,應立即停爐,并(bing)及時通知相(xiang)關**。
c爐嘴與爐襯結合處,易產生裂紋(wen),易滲漏,每次開爐前都應仔細觀寮。及時采取補救(jiu)措(cuo)施。
d.用GS-01所(suo)做(zuo)的爐領.與爐襯材料由于膨(peng)脹系數(shu)不同,產生(sheng)裂紋,需及時修補。避(bi)免(mian)分(fen)層(ceng)造成穿(chuan)剌。
e.冷卻時,裂紋22m要及(ji)時修補。
11.判定爐襯(chen)是否拆除方法:
a當爐(lu)襯(chen)厚(hou)度低于90血時,必須拆除(chu)。
b當爐襯(chen)報電(dian)流過大,確認報裝無誤動作。此時需拆(chai)爐。
c當在某-額(e)定直(zhi)(zhi)流(liu)電(dian)壓(ya)下,前期(qi)和后(hou)期(qi)的鐵水重相當,爐襯無明顯局部(bu)侵(qin)蝕(shi)。直(zhi)(zhi)流(liu)電(dian)流(liu)上升(sheng)(sheng)15-20%,爐襯須拆除。使(shi)用過程(cheng)中,若出現直(zhi)(zhi)流(liu)電(dian)流(liu)表(biao)及直(zhi)(zhi)流(liu)電(dian)壓(ya)表(biao)晃(huang)動幅(fu)度很大,或(huo)者發現直(zhi)(zhi)流(liu)電(dian)流(liu)表(biao)持(chi)續上升(sheng)(sheng),直(zhi)(zhi)流(liu)電(dian)壓(ya)表(biao)持(chi)續降,則證明爐襯已經漏爐,需(xu)立(li)即采取緊(jin)急措施(shi)。
12若熔煉結束,爐(lu)內不允許留有鐵(tie)液。避免爐(lu)體上(shang)下(xia)溫差(cha)較大致使坩(gan)堝拉傷,產生裂紋。
13、坩堝(guo)冷(leng)爐襯熔煉操(cao)作要求(冷(leng)爐啟動視(shi)停(ting)爐時間而定)
a.在(zai)爐(lu)內加入滿(man)爐(lu)鐵塊。
b蓋好(hao)爐蓋,以150C/h將爐內金爐料升溫到900C。
c在(zai)900C保溫6h。在(zai)此期間(jian),不(bu)允許產生液態(tai)金屬!
d保溫(wen)結束后,可以進(jin)行正常熔化。
e熔(rong)煉(lian)過程中各種(zhong)爐料(liao)的添加(jia)順序:先加(jia)入熔(rong)點較(jiao)低、元燒(shao)損較(jiao)小的爐料(liao)。熔(rong)點較(jiao)高、元素燒(shao)損較(jiao)大的爐料(liao)后加(jia)。鐵合(he)金(jin).后加(jia)入。
f加料(liao)時須特別注意冷濕(shi)爐(lu)料(liao)和鍍鋅爐(lu)料(liao)要加在其(qi)它爐(lu)料(liao).上面,讓(rang)其(qi)慢慢進入鐵(tie)液申,避免鐵(tie)液飛濺。金屬(shu)爐(lu)料(liao)申嚴禁混有(you)彈亮,密封(feng)頭和其(qi)它易(yi)爆物品(pin)。

 當前位置:
當前位置:
